












Tous les produits
-
Fabrication d'acier de construction
-
Fabrication en acier lourde
-
Fabrication en acier en métal
-
fabrications de tôle
-
Construction de bâtiments en acier ayant beaucoup d'étages
-
construction de cadre d'acier de construction
-
Pont à poutres en acier
-
Pont de botte en acier
-
Pont piétonnier en passage supérieur
-
Cadre en acier préfabriqué
-
encadrement en acier léger
-
structure métallique galvanisée
-
Fabrication d'acier inoxydable
-
Réverbère en acier Polonais
-
Structures aériennes de signe
-
Ponts en arc en acier
-
Pont à poutres préfabriquées
-
 Donald McwayneLes bons membres de l'équipe toujours offrent le budget à temps et répondent à des questions avec la patience, le grand travail !
Donald McwayneLes bons membres de l'équipe toujours offrent le budget à temps et répondent à des questions avec la patience, le grand travail ! -
 Joseph AlexanderJe me sens entièrement respecté en prenant avec la grâce et elle a toujours donné les meilleurs conseils. La première série des panneaux de pont obtenus sont grande aussi. merci tous.
Joseph AlexanderJe me sens entièrement respecté en prenant avec la grâce et elle a toujours donné les meilleurs conseils. La première série des panneaux de pont obtenus sont grande aussi. merci tous.
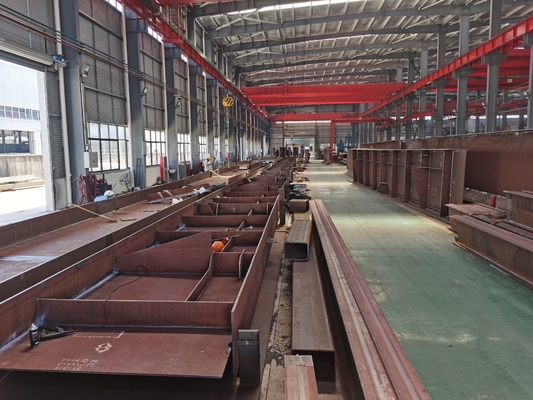
Norme 1554 du procédé AS/NZS Australie de construction de cadre d'acier de construction de poutre de parallèle





| Lieu d'origine | La Chine |
|---|---|
| Nom de marque | FASEC |
| Certification | CE, ISO, SGS |
| Numéro de modèle | HZFS |
| Quantité de commande min | 20 tonnes |
| Prix | USD1000-2600/ton |
| Détails d'emballage | emballage navigable dans le conteneur ou le navire en vrac |
| Délai de livraison | Selon les besoins du client comme 2 ou 3 mois |
| Conditions de paiement | L/C, T/T, D/A, D/P |
| Capacité d'approvisionnement | 100000 tonnes par an |
Détails sur le produit
| Matériel | Acier de Q355b | Catégorie | Q355b |
|---|---|---|---|
| Type | Lourd | Taille | Adapté aux besoins du client |
| Préparation de surface | Galvanisé ou peint | Couleur | Couleur adaptée aux besoins du client |
| Application | Construction | ||
| Mettre en évidence | construction de cadres d'aciers de construction de poutre de parallèle,Constructions AS/NZS 1554 de cadres d'aciers de construction,Constructions AS/NZS 1554 de cadre d'aciers de construction de FASEC |
||
Description de produit
La norme 1554 d'AS/NZS Australie a certifié la fabrication de construction d'acier de construction
La soudure est un processus de fabrication et une technique pour joindre des métaux ou d'autres matériaux thermoplastiques tels que des plastiques au moyen de chaleur, haute température, ou haute pression. Il y a beaucoup de sources d'énergie pour la soudure moderne, y compris la flamme de gaz, l'arc, le laser, le faisceau d'électrons, le frottement et ultrasonique.
Soudure à l'arc électrique manuelle et consommables et équipement de soudure protégés du gaz de CO2
1. L'électrode devrait être séchée dans une boîte de séchage à hautes températures, et le nombre de fois où l'électrode devrait être séchée ne devrait pas dépasser deux fois.
2. L'emballage du fil de soudure devrait être en bon état. S'il est endommagé, le fil de soudure devrait être partiellement jeté s'il est souillé, coudé ou désordonné.
3. La pureté du gaz de CO2 ne devrait pas être inférieure à 99,9% (rapport de volume), la teneur en eau devrait être inférieure à 0,05% (rapport de poids), et la bouteille devrait être arrêtée quand la haute pression dans la bouteille est inférieure à 1MPa.
4. La tension de la machine de soudure devrait être normale, le fil de masse devrait être pressée fermement, le contact devrait être fiable, le câble et des pinces de soudure ne devraient pas être endommagées, le conducteur de fil devrait pouvoir alimenter le fil également, et le tuyau de gaz devrait être exempt de fuite d'air ou de blocage.
Procédures de soudure d'installation et conditions générales
L'ordre général de la soudure est : préchauffage de → d'inspection de pré-soudure et installation de → de dérouillage d'inspection de soudure de soudure de → de → de protection et de plat de grève d'arc
1. Avant la soudure, vérifiez l'angle de cannelure, la quantité émoussée de bord, d'espace et de compensation, et enlevez les taches de rouille, les taches d'huile, les échelles d'oxyde de fer, etc. dans la cannelure et des deux côtés.
2. préchauffez. Avant la soudure, employer le soudage à gaz ou une arme à feu de cuisson spéciale pour chauffer uniformément la cannelure et le métal non précieux à moins de 100mm des deux côtés, et mesurent la température avec un thermomètre extérieur pour empêcher la température de ne pas rencontrer les conditions ou l'oxydation locale de la surface, et préchauffent la température.
3. revérifiez la température de préchauffage, si la température n'est pas assez, il devrait être réchauffé pour le faire répondre aux exigences.
4. En installant le plat de soutien de soudure et le plat d'amorçage de l'arc, les conditions extérieures de propreté sont identiques que la surface de cannelure. Le plat de soutien et le métal non précieux devraient être étroitement joints, et le plat d'amorçage de l'arc et le métal non précieux devraient être soudés fermement.
5. soudure : La perle de soudure de la première couche devrait sceller la connexion entre le métal non précieux et le plat de soutien dans la cannelure, et puis accumule la couche de soudure par couche jusqu'à ce que la cannelure soit remplie. Après chaque couture de soudure est accompli, les scories de soudure et l'éclaboussure doit être enlevée. Si là soudent des défauts, ils devraient être enlevés et réparés à temps.
6. Un joint doit être soudé sans interruption. Si la soudure est arrêtée à mi-chemin en dernier recours, elle devrait être traitée avec la conservation de la chaleur et le refroidissement lent. Avant le ressoudage, elle devrait être réchauffée selon les règlements.
7. la soudure devrait être arrêtée en cas de pluie ou de neige, et il devrait y avoir des boucliers et des auvents de vent autour et au-dessus des joints de soudure des composants. La soudure devrait être arrêtée quand la vitesse du vent est plus grande que 5m/s. Quand la température ambiante est inférieure zéro, le préchauffage et les mesures après chauffage devraient être pris selon des règlements.
8. L'acier de construction de carbone devrait être refroidi à la température ambiante dans la soudure, et l'acier de construction faiblement allié devrait être examiné pour la détection de faille de soudure 24 heures à la fin.
9. les soudeurs et les inspecteurs devraient compléter la forme record de travail soigneusement.
Ordre de soudure et paramètres de processus pour les joints typiques
1. Quand les colonnes supérieures et inférieures sans crochets sont soudées symétriquement à 1/3 de l'épaisseur de plat par deux soudeuses des deux côtés, découpez les crochets.
2. Alors deux soudeuses soudent symétriquement à 1/3 de l'épaisseur de plat des deux côtés du côté du plat coupé d'oreille.
3. Deux soudeuses seront responsables de la soudure des deux côtés adjacents respectivement.
4. Les joints de la perle de soudure entre chacun deux couches devraient être chancelés entre eux. Les joints de perle de soudure soudés par deux soudeuses devraient également prêter l'attention au staggeredness de chaque couche. Pendant le processus de soudure, l'attention devrait être prêtée à détecter la température entre les couches.
5. paramètres de processus de soudure :
Soudure protégée du gaz de CO2 : diamètre de fil Φ1.2mm, 280~320A actuel, vitesse de soudure 350~450mm/min
Longueur d'extension de fil : environ 20mm, écoulement 25~80L/min de gaz,
Tension 29~34V, la température 120~150℃ de couche intermédiaire
Type de soudure
1. soudure à l'arc électrique d'électrode :
Principe - méthode de soudure à l'arc électrique pour souder avec une électrode manuelle. Utilisant l'arc brûlant stable établi entre l'électrode et la construction soudée, l'électrode et la construction soudée sont fondues pour obtenir un joint soudé ferme. Il appartient à la protection de joint de gaz-scories.
Caractéristiques principales - opération flexible ; basses exigences d'assemblée pour que le joint soit soudé ; éventail de matériaux soudables en métal ; basse productivité de soudure ; la dépendance forte à l'égard la qualité de soudure (selon les qualifications fonctionnantes et la représentation sur place du soudeur).
Application - très utilisée en construction navale, chaudières et récipients à pression, fabrication de machines, fondations, équipement chimique et d'autres fabrication et industries d'entretien. Il convient à la soudure de divers matériaux en métal, de diverses épaisseurs et de diverses formes structurelles (dans les industries ci-dessus).
2. Soudure à l'arc électrique submergée (soudure automatique) :
Principe - les brûlures d'arc sous la couche de flux. Des soudures sont constituées en fondant le fil, le flux et le métal non précieux (soudure) utilisant la chaleur produite par l'arc brûlant entre le fil et la construction soudée. Protection de scories.
Caractéristiques principales - productivité de soudure élevée ; bonne qualité de soudure ; bas coût de soudure ; bonnes conditions de travail ; difficile à souder dans l'espace ; conditions élevées pour souder la qualité d'assemblée ; mauvais) et soudures courtes.
Application - très utilisée à la construction navale, aux chaudières, aux ponts, aux machines de levage et à la fabrication métallurgique de machines. La soudure à l'arc électrique submergée peut être employée pour n'importe quelle construction soudée où la soudure peut être gardée dans une position horizontale ou avec un petit angle d'inclination. L'épaisseur du plat devrait être plus grande que 5 millimètres (anti-brûlure). Acier de construction acier de construction de carbone et faiblement allié de soudure, acier inoxydable, acier résistant à la chaleur, acier composé, etc.
3. Soudure protégée du gaz de dioxyde de carbone (soudure automatique ou semi-automatique) :
Principe : Une méthode fondue de soudure à l'arc électrique d'électrode employant le dioxyde de carbone comme gaz de armature. Protection contre les gaz.
Caractéristiques principales - productivité de soudure élevée ; bas coût de soudure ; petite déformation de soudure (chauffage à l'arc concentré) ; qualité de soudure élevée ; opération simple ; taux élevé d'éclaboussure ; difficile à souder avec le courant alternatif ; résistance pauvre de vent ; Métal.
Application - principalement acier à faible teneur en carbone de soudure et acier faiblement allié. Disponible dans diverses épaisseurs. Très utilisé à la fabrication d'automobile, la fabrication de locomotive et de véhicule, les machines chimiques, les machines agricoles, les machines d'exploitation et d'autres départements.
4. Soudure de MIG/MAG (fondant le gaz extrêmement inerte/soudure protégée du gaz active) :
Principe de soudure de MIG - une méthode de soudure à l'arc électrique utilisant le gaz inerte en tant qu'armature du gaz et du fil de soudure en tant qu'électrode de fonte.
Le gaz de armature est habituellement l'argon ou hélium ou un mélange. Le MIG emploie le gaz inerte, et le magnétique ajoute un peu de gaz actif, tel que l'oxygène, le dioxyde de carbone, etc., au gaz inerte.
Caractéristiques principales - bonnes soudant la qualité ; productivité de soudure élevée ; aucune réaction de désoxydation et de déshydrogénation (facile de former des défauts de soudure, particulièrement des conditions strictes pour le nettoyage extérieur des matériaux de soudure) ; résistance pauvre de vent ; appareil à souder complexe.
Application - peut souder presque toutes les matières en métal, principalement employées pour la soudure des métaux non ferreux et leurs les alliages, acier inoxydable et quelques aciers alliés (trop chers). L'épaisseur la plus mince est environ 1 millimètre, et l'épaisseur maximum est fondamentalement illimitée.
5. Soudure de CHAT (soudure protégée du gaz inerte de tungstène)
Principe - sous la protection du gaz inerte, l'arc s'est produit entre l'électrode de tungstène et la construction soudée est employé pour fondre le métal non précieux et le fil de remplisseur (ou sans fil de remplisseur) pour former la méthode de soudure de soudure. Les électrodes ne fondent pas pendant la soudure.
Caractéristiques principales - adaptabilité forte (arc stable, aucune éclaboussure) ; basse productivité de soudure (l'électrode de tungstène a la capacité de actuel-transport pauvre (fonte et évaporation d'électrode d'anti-tungstène, couture de soudure d'anti-tungstène)); coût de production élevé.
Application - presque tous les matériaux en métal peuvent être soudés, utilisé généralement pour souder l'acier inoxydable, les alliages à hautes températures, l'aluminium, le magnésium, le titane et leurs alliages, métaux actifs réfractaires (zirconium, tantale, molybdène, niobium, etc.) et métaux d'isobell. L'épaisseur de soudure est généralement moins de 6 millimètres, ou la soudure inférieure des pièces épaisses. Utilisant une cannelure sous petit angle (technologie étroite de cannelure) peuvent réaliser la soudure de CHAT automatique des lacunes étroites avec une épaisseur de plus de 90mm.
![]()
produits recommandés